









 54 / 172
54 / 172

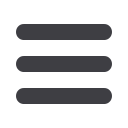
Métal de base
Atmosphère gazeuse
Fil plein ou Fil
fourré
Métal solidifié
Arc
Gaz de protection
Métal en fusion
Torche
Buse
Sens d’avance
Tube contact
INFOS TECHNIQUES
LE SOUDAGE MIG/MAG
DOMAINE D’UTILISATION
PROCÉDÉ UNIVERSEL :
Peut-être automatisable ou robotisable
VITESSE DE SOUDAGE :
30 à 45 cm/min (productif en manuel)
TAUX DE DÉPÔT :
2 à 10 kg/h
ÉPAISSEUR MINIMUM SOUDABLE :
0,8 mm
APPLICATIONS :
Mécano soudure, automobile, chantiers navals, …
UTILISATION DE GAZ DE PROTECTION :
✔
Actif : mélange d’argon et de CO
2
ou O
2
✔
Inerte : argon, hélium ou mélange
MATÉRIAUX SOUDABLES :
Aciers non alliés (MAG), aciers inoxydables (MIG ou
MAG), alliages légers (MIG), alliages cuivreux (MIG)
SELON L’APPLICATION, CHOIX DU RÉGIME D’ARC :
✔
Court circuit en passe de pénétration
✔
Pulvérisation axiale pour le remplissage
✔
Pulsé sur les faibles épaisseurs
54
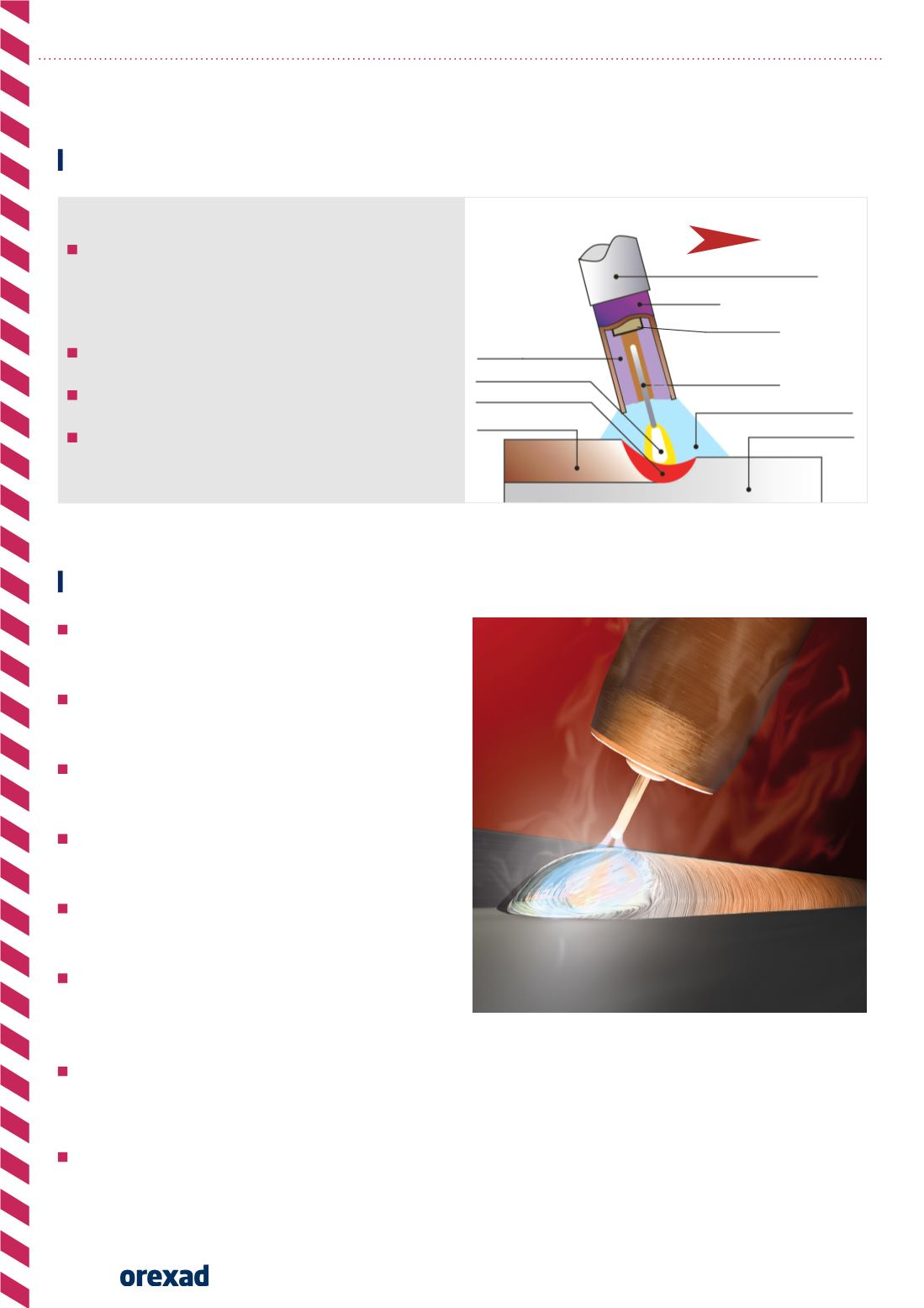
PROCÉDÉ MIG/MAG
Consiste à
créer un arc électrique entre un fil
fusible provenant d’une bobine et les pièces à
souder
, tout en protégeant l’arc et le bain de fusion
par une atmosphère protectrice gazeuse. Cette
atmosphère peut être
inerte
(argon) ou
active
(CO
2
ou un mélange argon/CO
2
).
On parle alors de
soudage MIG (Metal Inert Gas)
ou
MAG (Metal Active Gas)
.
Le
dévidage en continu du fil de la bobine
jusqu’à
la torche est assuré par un dévidoir.
Les fils concernés sont à la fois les
fils pleins
(ou
massifs) et les
fils fourrés avec gaz
.
Source : Lincoln® Electric
Source : Lincoln® Electric
WWW.OREXAD.COM