









 32 / 172
32 / 172

INFOS TECHNIQUES
LE SOUDAGE TIG
CARACTÉRISTIQUES DE BASE
AMORÇAGE AU TOUCHER (LIFT TIG)
✔
Contact entre l’électrode tungstène et la pièce à souder.
✔
Amorçage de l’arc électrique en relevant l’électrode.
✔
Risques d’inclusion de tungstène considérablement diminués, comparé à un amorçage « au gratté ».
✔
Utilisation principale dans les environnements non industriels où l’utilisation de la haute fréquence est interdite.
AMORÇAGE HAUTE FRÉQUENCE (HF START)
✔
Pas de contact entre l’électrode et la pièce à souder.
✔
Amorçage de l’arc électrique par une tension élevée d’amorçage.
✔
Aucun risque d’inclusion de tungstène dans la soudure.
✔
Utilisé pour des applications de soudage de précision et de qualité élevées.
RÉGLAGE DE L’ÉVANOUISSEMENT D’ARC
✔
A la fin du cycle de soudage, diminution progressive du courant afin d’éviter la formation d’un cratère.
RÉGLAGE DU POSTGAZ
✔
Permet de protéger le bain de fusion une fois la soudure terminée par une temporisation de gaz.
✔
Permet aussi de protéger l’électrode tungstène contre l’oxydation durant son refroidissement.
Lift TIG
HF start
CARACTÉRISTIQUES AVANCÉES
Pulsation haute fréquence
pas de pulsations
pas de
pulsations
Pulsation
haute fréquence
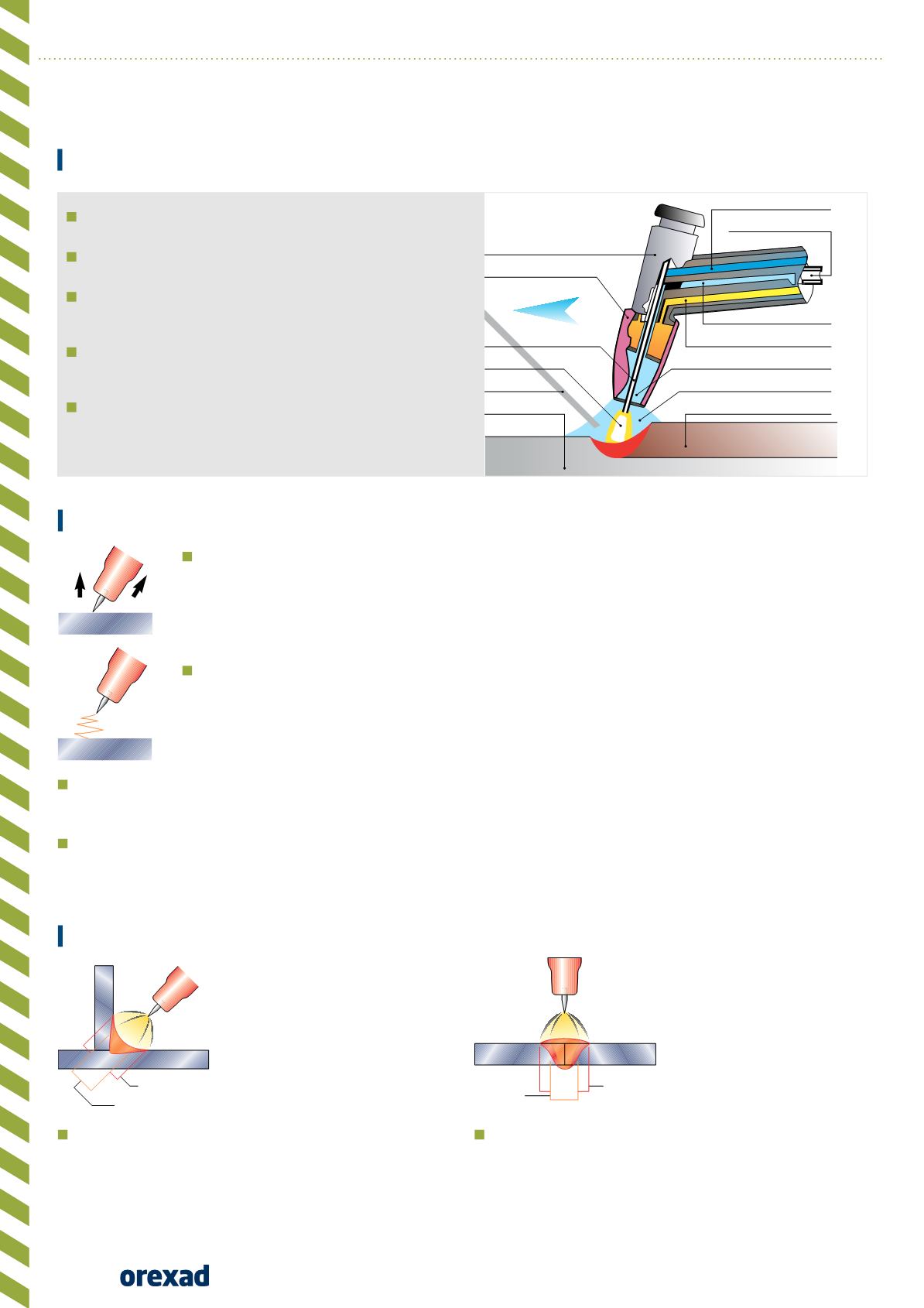
TIG PULSÉ
✔
Courant de soudage variant entre un courant de pic et un
courant de base (0,25 à 25 Hz).
✔
Procédé idéal pour le soudage des aciers, inox et tôles très
fines.
✔
Apporte aussi une aide au soudeur dans le contrôle du
processus de soudage en favorisant un bain plus précis et un
transfert optimal.
SOUDAGE PULSÉ HAUTE VITESSE
✔
Courant de soudage également pulsé mais fréquence de
répétition des pulsations beaucoup plus élevée.
✔
Résultat : arc plus concentré (focalisé).
✔
Augmentation de la pénétration, vitesse de soudage plus
élevée, zone thermiquement affectée plus faible.
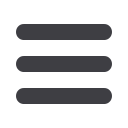
PROCÉDÉ TIG
Torche
Buse
Electrode au Tungstène
Arc
Métal d’apport
Métal de base
Arrivée d’eau de refroidissement
Arrivée de courant
Retour d’eau
Arrivée de gaz argon
Gaz de protection
Atmosphère gazeuse
Métal solidifié
Arc électrique
produit entre une électrode tungstène
réfractaire et la pièce à souder.
Bain de fusion protégé au sein d’une atmosphère inerte
(généralement de l’argon).
Soudure effectuée
par fusion du métal de base
ou
par
adjonction de métal d’apport
de même nature que la
pièce à souder.
Baguette de métal d’apport fondue par l’arc électrique
qui est obtenu suite à un
amorçage au «touché»
ou en
utilisant la
«haute fréquence»
.
Types de courant :
•
DC (Continu)
utilisé pour la majorité des aciers et inox.
•
AC (Alternatif)
utilisé pour le soudage des aluminium et
autres alliages revêtus d’oxydes réfractaires.
Source : Lincoln
®
Electric
32
WWW.OREXAD.COM