









 18 / 172
18 / 172

INFOS TECHNIQUES
LE SOUDAGE À L’ARC
TENSION À VIDE
✔
Indique
la tension mesurée aux bornes du poste
à souder lorsqu’il ne débite aucun courant (en
volts).
✔
2ème critère à prendre en compte pour évaluer
les performances d’un poste à souder :
détermine
la stabilité de l’arc électrique et sa capacité
d’amorçage.
✔
Doit être
supérieure à la tension d’amorçage de
l’électrode
qui varie en général entre :
• 40 et 45 V pour les électrodes rutiles
• 60 et 80 V pour les électrodes spéciales et
basiques
FACTEUR DE MARCHE
✔
Défini par la norme EN 60 974-1.
✔
Critère le plus important
à prendre en compte
pour évaluer les performances d’un poste à souder.
✔
Précise les performances d’un poste à souder sur
un
cycle de fonctionnement de 10 minutes à une
température ambiante maximale de 40°C.
• Exemple : un facteur de marche de
200 A à 60% signifie que sur un cycle de
fonctionnement de 10 minutes, le poste à
souder fournira un courant de soudage de
200 A durant 6 minutes et se mettra en
sécurité durant 4 minutes (à température
ambiante de 40°C max.).
• L’intensité indiquée à 100% de facteur de
marche correspond à l’intensité maximale que
le poste délivre en continu, sans se mettre en
sécurité (à température ambiante de 40°C
max.).
DOMAINE D’UTILISATION
✔
Facilité de mise en oeuvre, pas de gaz de soudage.
✔
Décrassage du laitier nécessaire.
✔
Vitesse de soudage : 10 à 20 cm/min
(moyennement productif).
✔
Épaisseur minimum soudable : 2 mm.
✔
Matériaux soudables : aciers, aciers inoxydables.
✔
Applications : pipeline, tuyauterie, passe de racine,
réparation, rechargement.
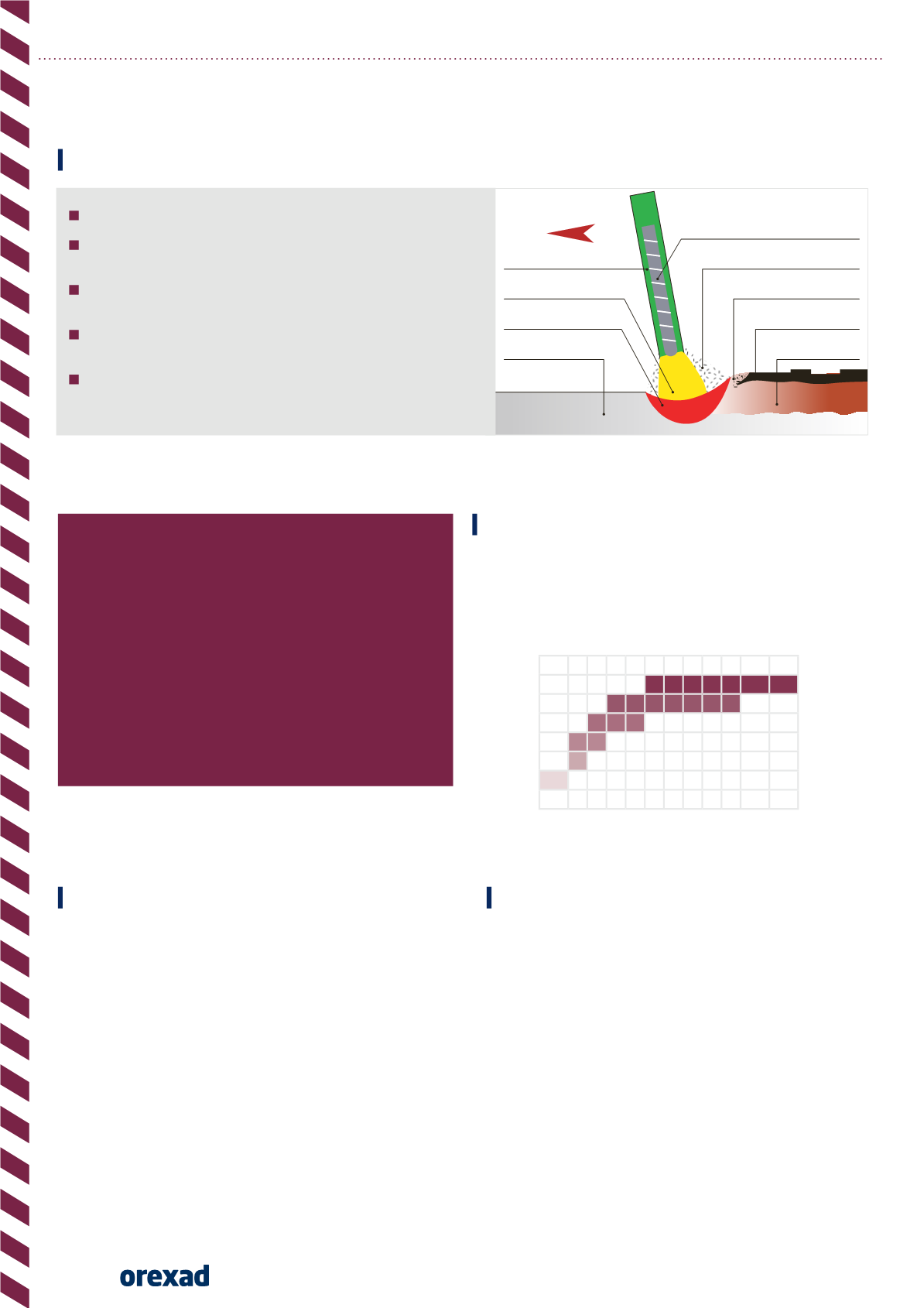
INTENSITÉ DE SOUDAGE
Pour choisir le bon générateur, calculez l’intensité de
soudage (en Ampère) suivant le diamètre de l’électrode
= (Ø - 1) x 50.
Ø
électrodes
mm
Intensité
A
6,3
280-340
5,0
200-230
4,0
150-170
3,2
100-110
2,5
70-80
2,0
50-60
1,6
30-35
1,5 2 3 4 5 6 7 8 9 10 >7,5 >10
Épaisseur de tôle
mm
18
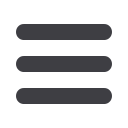
Enrobage
Arc électrique
Métal en fusion
Métal de base
Atmosphère gazeuse
Ame de l’électrode
Sens d'avance
Laitier en fusion
Laitier solidifié
Métal solidifié
Source : Lincoln
®
Electric
PROCÉDÉ ARC
Aussi appelé soudage à
l’électrode enrobée.
Procédé de soudage le plus employé (notamment sur
chantier).
Apport de chaleur intense créé par un arc électrique
circulant entre la pièce à souder et l’électrode.
En se consumant, l’âme de l’électrode crée un apport
de métal.
L’enrobage de l’électrode permet de protéger le bain
de fusion des impuretés de l’air durant le soudage et la
solidification de celui-ci.
WWW.OREXAD.COM